
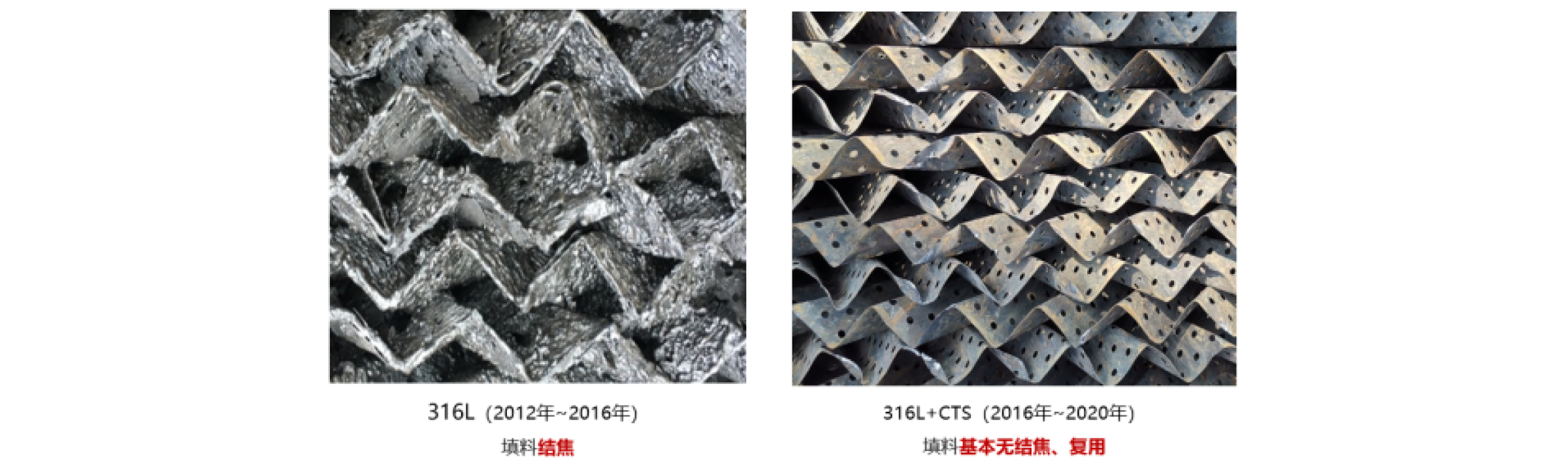
改造前减压塔全塔压降高达15mmHg,2016年检修时发现洗涤段结焦明显。
全塔4段填料进行更换,并应用CTS进行处理。
改造后全塔压降从15mmHg降低到8mmHg,并在之后维持稳定。2020年检修时查看,洗涤段填料无结焦,继续复用。统计2017年至2019对装置总拔率进行统计,装置总拔约增加1.54%。按3年增产柴油馏分、轻蜡油和重蜡油与减压渣油加工综合收益差价按500元/吨计,3年共增加效益5936万元。
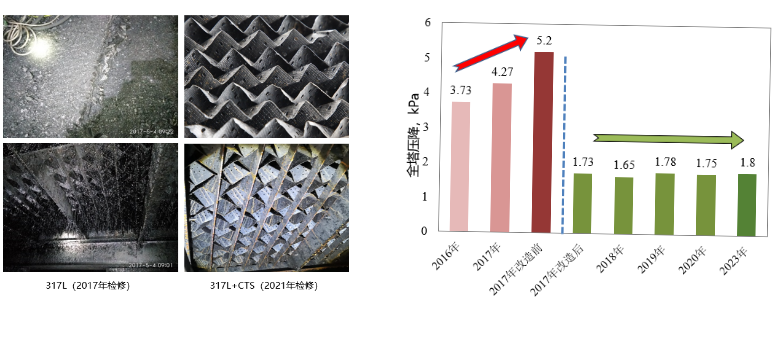
中石化华中某分公司:800万吨/年常减压装置-减压塔( 硫含量1.16%,酸值0.92mgKOH/g)
中国石化华中某分公司800万吨/年常减压装置,加工管输原油,硫含量1.16%,全塔共计5段填料。运行的第二周期减压塔压降逐年上升,中期升至3.73kPa,检修前高达5.2kPa。2017年检修,开塔发现减压塔第4、5段填料结焦严重。
解决方案
2017年检修改造,减压塔高温段(第4段和第5段)填料更换并应用CTS抗结焦技术。
开车效果
开车后,减压塔压降恢复正常值,全塔压降平稳。改造后的生产周期内,配合操作调整拔出率平均增加3.79%。2021年检修查看,洗涤段填料基本无结焦,填料继续使用。截止2023年,装置已进入第2个周期,即CTS应用6年多,全塔压降依旧维持平稳在1.8 kPa左右。
据统计,自2017年6月应用CTS技术至2020年5月对减压塔总拔率进行统计,装置总拔约增加3.97%,3年增产柴油馏分、轻蜡油和重蜡油共83.95万吨;柴油馏分、轻蜡油和重蜡油与减压渣油加工综合收益差价按500元/吨计,据此计算,平均每年增加效益13991.43万元。
CTS有利于装置安稳长满优运行,并可为客户产生巨大的经济效益。
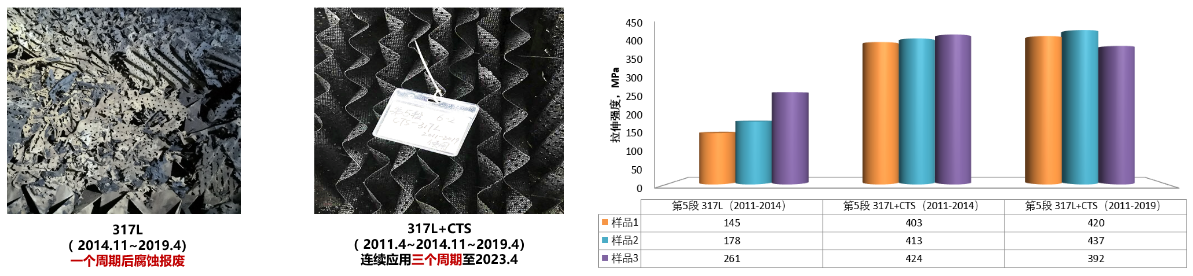
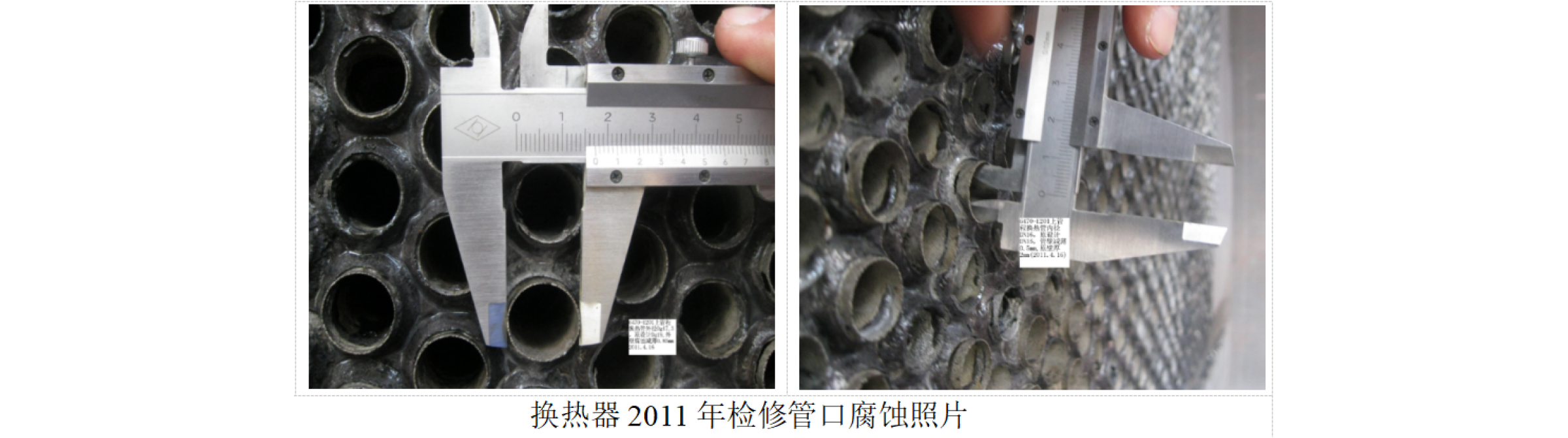
中海石油某分公司:1200万吨/年常减压装置减压塔-洗涤段(酸值3.5mgKOH/g,硫含量0.2%~0.26%)
2011年10月装置检修期间发现减压塔第5段填料存在比较严重的环烷酸腐蚀问题。
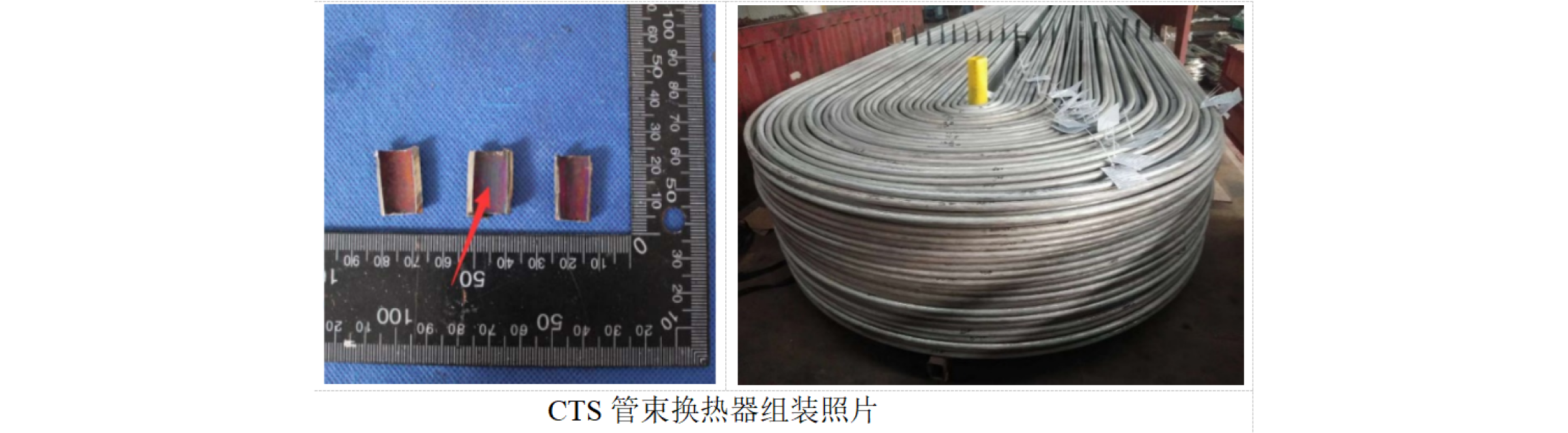
针对减压塔高温段的腐蚀情况,开始进行CTS抗腐蚀填料的耐蚀性能对比测试。测试部位选择腐蚀问题最严重的高温部位第5段填料段。测试时间为2011年-2023年,测试材质为317L。
317L填料片外表明显腐蚀减薄且穿孔严重,每个周期进行更换。
317L+CTS填料经过2个周期的应用后结构完整,抗拉强度处于正常水平,继续使用至第3周期。
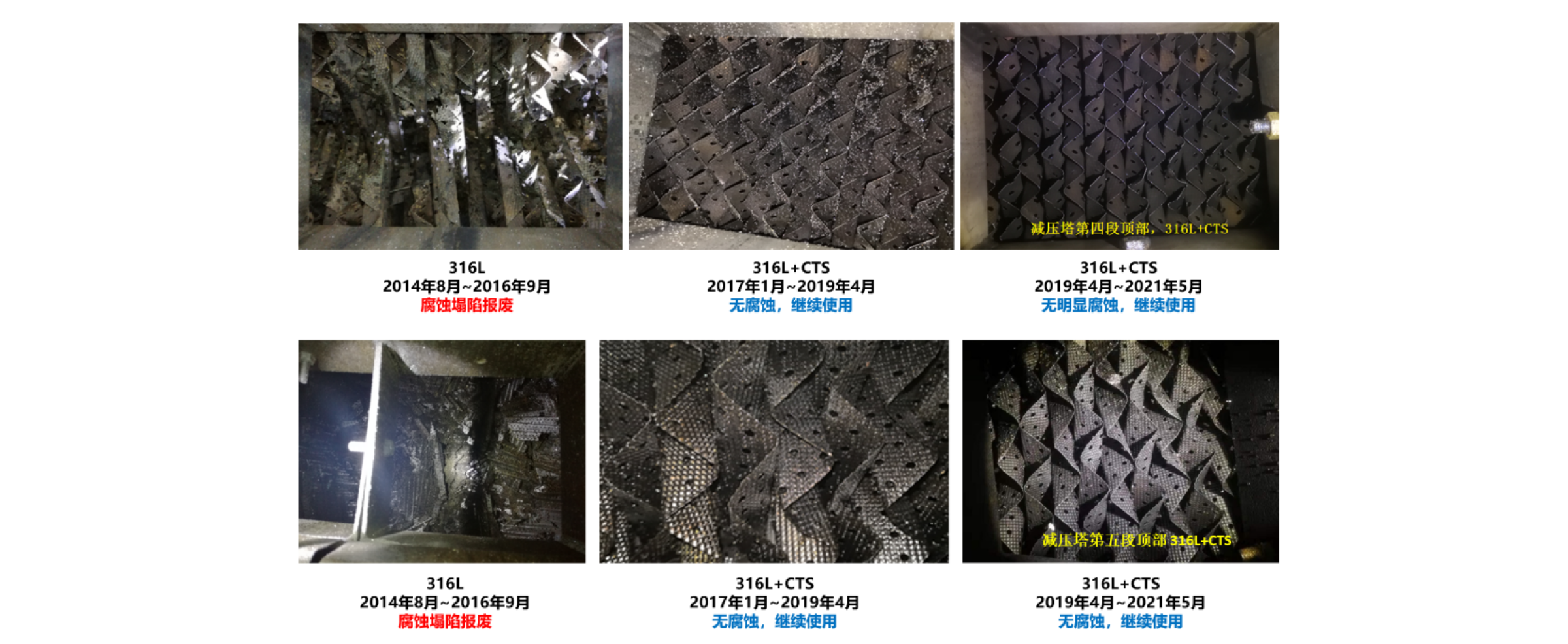
华南地区某石化公司 100万吨/年 沥青装置减压塔第五段-顶部(马瑞原油:硫含量2.8w%,酸值1.74mgKOH/g)
项目背景
装置加工的委内瑞拉马瑞原油,是高硫高酸高盐高残炭沥青质的原油,酸值1.74mgKOH/g,硫含量2.8w%。常减压装置处理的原油没有采用脱盐工序,自2014年8月份检修更换减压塔第四、五段填料后断断续续生产到2016年9月停车,一年中开车时间仅为五个多月。
由于原料并未做脱盐处理,造成减压塔内填料腐蚀机理相对较为复杂,主要是高温部位的环烷酸腐蚀,同时因填料腐蚀严重导致装置的时开时停又带来连多硫酸应力腐蚀和大气腐蚀。尤其是减压塔第四段和第五段填料,腐蚀严重,有塌陷,且表面有较多沉积物。
解决方案
2017年检修,更换减压塔第四、五段填料,并进行CTS处理。
316L+CTS填料从2017年开始使用,2019年、2021年检修查看填料均为发现腐蚀,至今(2023年)仍在继续使用。
中石化华中地区某分公司-常减压装置-减压塔
第二套常减压蒸馏装置于1995年建成投产,原设计加工中东原油(伊朗、沙特原油为代表),装置规模 250 万吨/年。2002年8月,装置加工量需改扩建为 450万吨/年,此次改造采用“负荷转移”技术,在原减压塔前增加了一个一级减压塔,设置2条侧线,减一线出柴油,减二线出蜡油,使常压部分负荷和减压部分负荷转移至一级减压塔,从而满足装置加工量扩大的要求。
一级减压塔塔径φ5800mm,进料段以上设 4 段填料。为保证后续加工装置的原料满足要求,减一线油产品的铁离子含要求≤ 1.5mg/kg。
对一级减压塔新更换的第1段新填料应用CTS技术。
2002年开始,连续运行8年,至2010年检修查看填料表面CTS膜层完好,可见原始膜层颜色。
减一线油产品的铁离子含量长期稳定控制在0.6mg/kg以下,优于设计要求。

华南地区某石化公司-IGCC装置-粗合成气/燃料气换热器
某联合石化有限公司IGCC装置的粗合成气/燃料气换热器为U型管换热器,换热器直径φ2000mm、管束材质316L、换热面积989m2。换热器相关操作参数为:壳程最高工作压力2.769MPa(G)、管程最高工作压力5.549MPa(G)、壳程工作温度范围(入口/出口)0/50℃、管程工作温度范围(入口/出口)62/15℃。
该换热器于2009年8月投入使用,管程介质为粗合成气,组份复杂,且含有腐蚀性介质H2S等,在多种介质以及温度、压力等工作条件的共同作用下容易形成腐蚀性环境。2011年4月换热器管束发生泄漏,粗合成气混入净化气,排放超标,停车检查,对管箱内管板外侧伸出的换热管进行测厚,发现换热管的内、外壁均存在不同程度的腐蚀现象,厚2mm的换热管内壁单侧减薄0.5mm,外壁单侧腐蚀0.85mm,入口侧的腐蚀比出口侧严重。
2012年11月对换热器的管束进行了整体换新,并使用防腐涂料进行防腐处理。2013年10月大检修,对换热器进行清洗。2018年4月换热器再次发生泄漏,因生产原因未停车继续使用。2018年8月换热器泄漏严重,穿孔130多根,停工8天,损失3000多万。
解决方案
2018年11月大检修,对换热器管束全部进行更换,并对所有管束内壁进行CTS表面防腐处理,并于2018年12月投入使用。
开车效果
截至2023年9月,已使用4年有余,换热器管束未发生泄漏。
华东地区某石化公司-常减压装置-闪底油-减四线(1)换热器
2#1000万吨/年常减压装置,加工原油为沙轻、科威特混合原油,硫含量 2.425%(w),酸值设防为 1.5mgKOH/g。
闪底油-减四线(1)换热器(1121-E-574)采用浮头式换热器(BES-1200-400-25-2),设备内径为1200mm,有效面积为400㎡。每台程数:壳程1,管程2。换热管:光管,880根,φ25×2.5,长6000mm。
换热管材质:304L;固定管板材质:304;折流板、导流筒:316L。
由于加工原油为高硫高酸原油,且该换热器的工作温度高,存在高温硫-环烷酸腐蚀与结焦的风险。
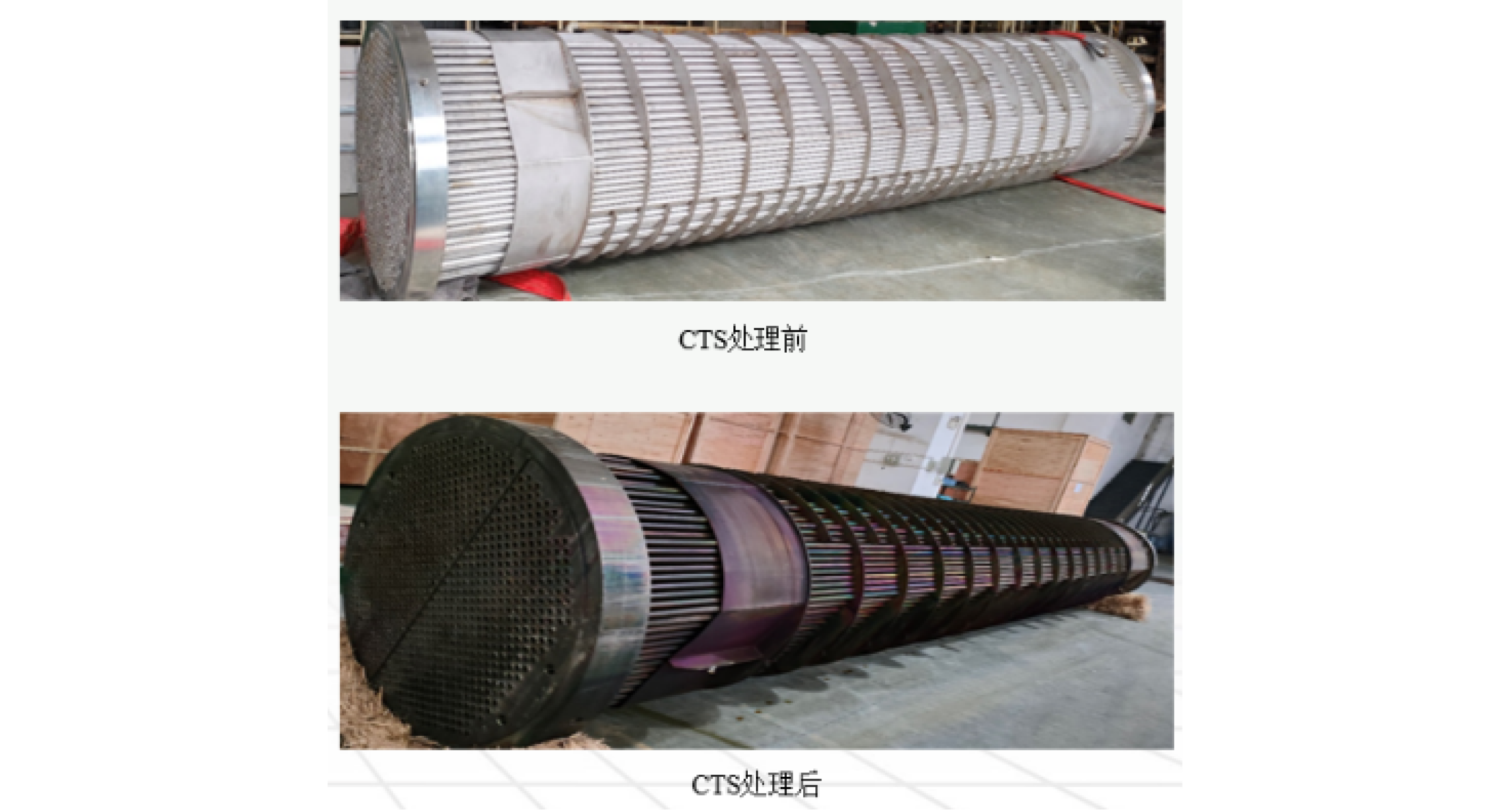
该换热器的管芯整体为不锈钢材质,对管芯整体进行CTS处理,2023年投入使用。
中石化华东某分公司炼油厂 800万吨/年常减压装置
2002年,炼油厂新建800万吨/年常减压蒸馏装置减压塔(Φ4800/Φ10200mm),为当年全国最大的减压塔,要求主要设备国产化,深圳诚达承接全塔液体分布器设计制造任务。
诚达公司与北京设计院会同用户一起,共同商讨,进行了确认。成功地对七套大型液体分布器进行了测试,各方对测试的结果都相当满意,实测结果完全满足规定的要求。
开车效果 当年国内第一座大直径的填料塔,装置一次成功开车; 此后,深圳诚达多次承接大型减压塔的设计制造,均取得了优异的开车结果。 2007年,福建联合400万吨/年常减压装置扩能改造; 2009年,中石化长岭分公司800万吨/年常减压装置新建; 2012年,山东昌邑年产500万吨/年常减压装置减压塔深拔改造; 2012年,扬子石化三套总规模达年产1600万吨常减压装置减压塔的新建和改造; 2017年,山东京博350万吨/年原料预处理装置新建; 2018年,山东润泽500万吨/年原料预处理装置新建; 2022年,中化弘润600万吨/年常减压装置新建。 |
 |

中国石化某分公司-煤制氢装置-变换气氨洗塔
煤制氢装置氨洗塔的气体进料中包含CO2、H2S、HCN、NH₃等腐蚀介质,连续开车运行一个周期,泡罩塔盘存在腐蚀问题。
2019年检修,在氨洗塔内开展CTS技术防腐性能的工业测试,在氨洗塔腐蚀最为严重的顶部第1层塔盘安装15个316L+CTS泡罩。316L+CTS泡罩安装至氨洗塔第1层塔盘,具体安装位置如下:
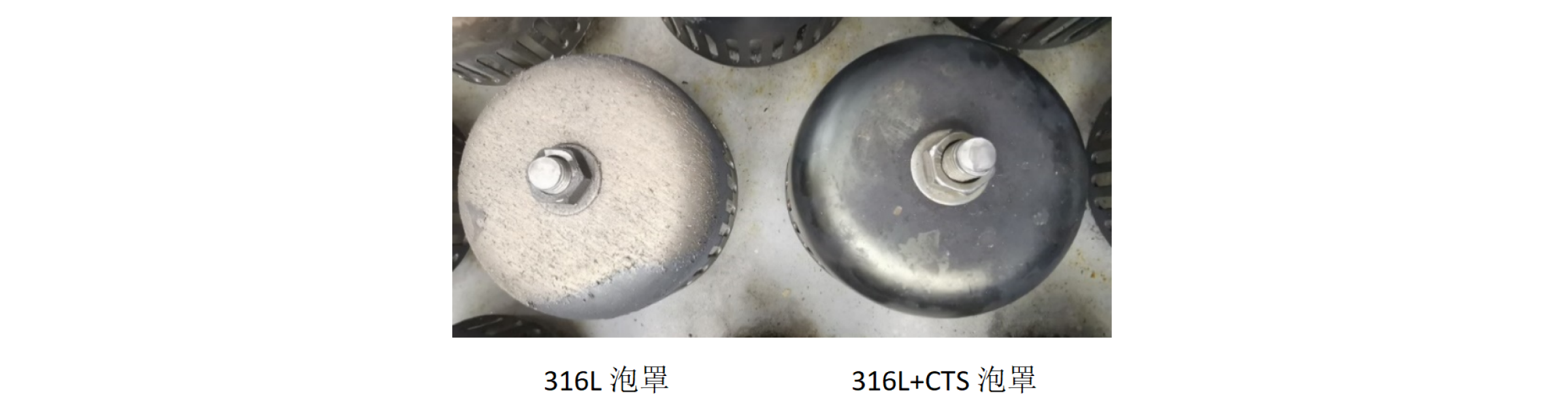
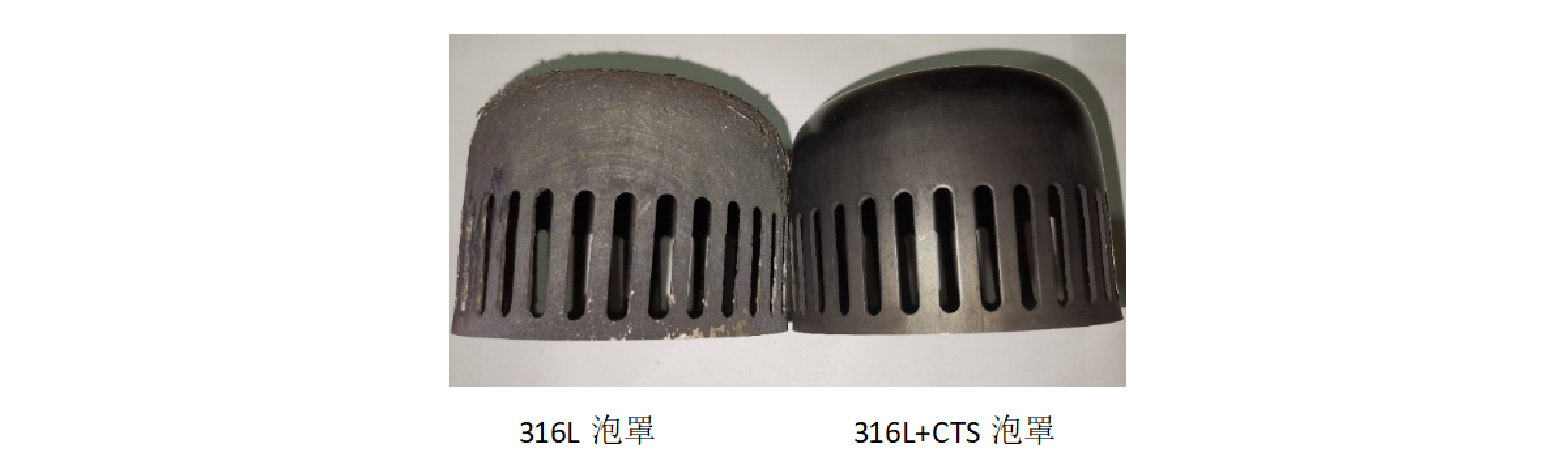
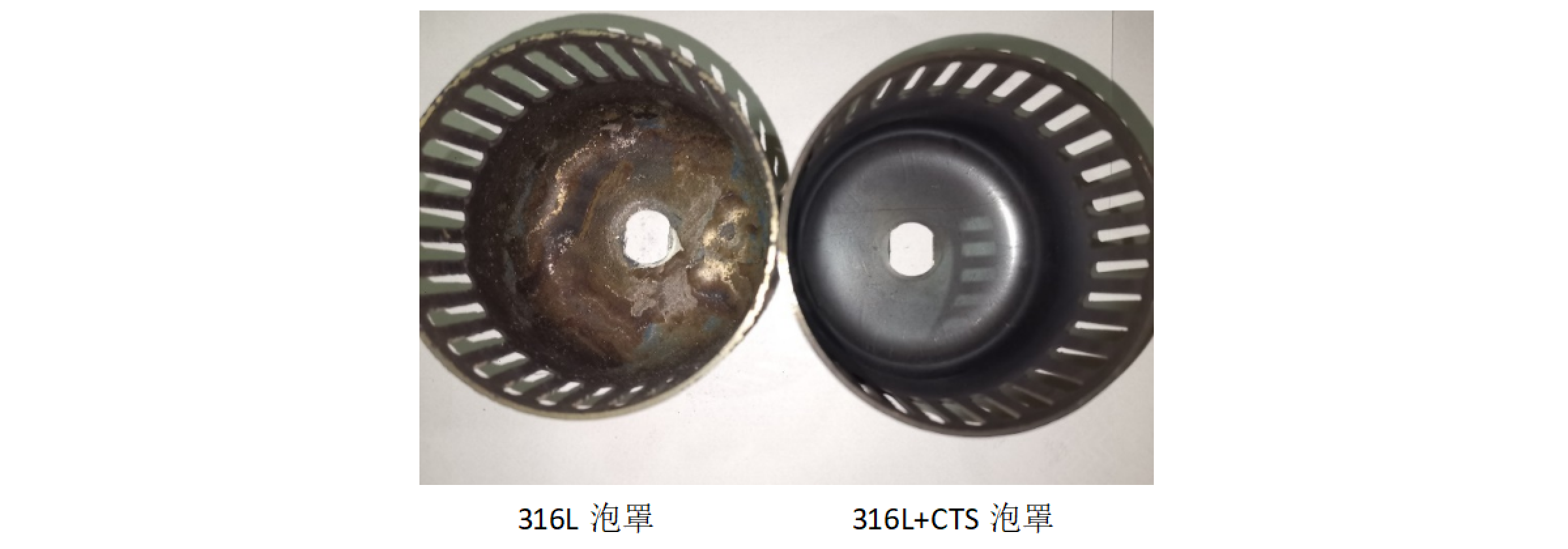
2022年3月停车检修,氨洗塔泡罩塔盘拆出清洗检查,未经CTS处理的316L泡罩发生明显腐蚀,泡罩腐蚀减薄严重,原泡罩厚度为2mm,部分泡罩测厚仅1.1mm,部分泡罩腐蚀成纸片状并局部位置腐蚀穿孔。316L+CTS泡罩均未发生腐蚀,表面完好,CTS膜层清晰可见,现场照片如下:

以上图中黄色方框内紧邻的316L泡罩和316L+CTS为例,使用一个周期后,316L泡罩外侧及内侧均发生明显腐蚀,并已减薄;316L+CTS泡罩外侧及内侧完好,CTS膜层清晰可见。
316L泡罩及316L+CTS泡罩顶部照片:
316L泡罩及316L+CTS泡罩侧面照片:
316L泡罩及316L+CTS泡罩内侧照片:
根据检修现场观测,316L泡罩已经无法继续使用,316L+CTS泡罩在氨洗塔的腐蚀环境下,未发生腐蚀,可以满足继续使用的要求。
在2022年检修时,为保障后续安全稳定运行,对全塔塔板和泡罩都进行了CTS处理。
南京某石化公司烷基苯装置改造
2000年,烷基苯装置要求扩大生产能力,从7万吨/年规模扩大为10万吨/年规模,进行改造。
脱苯塔:塔径Φ2400mm,常压塔,使用CFY12再分布器一套,部分采用板波纹。
脱烷烃塔:塔径Φ5200mm,减压塔,采用CFY11、CFY12分布器共5套(其中一套用于接触冷凝器),采用板波纹填料。
脱苯塔改造后处理量达原来的150%,脱苯效果良好,塔底基本不含苯。
脱烷烃塔改造后产量达原设计的145%,塔顶中烷基苯<200ppm,塔底中不含烷烃。
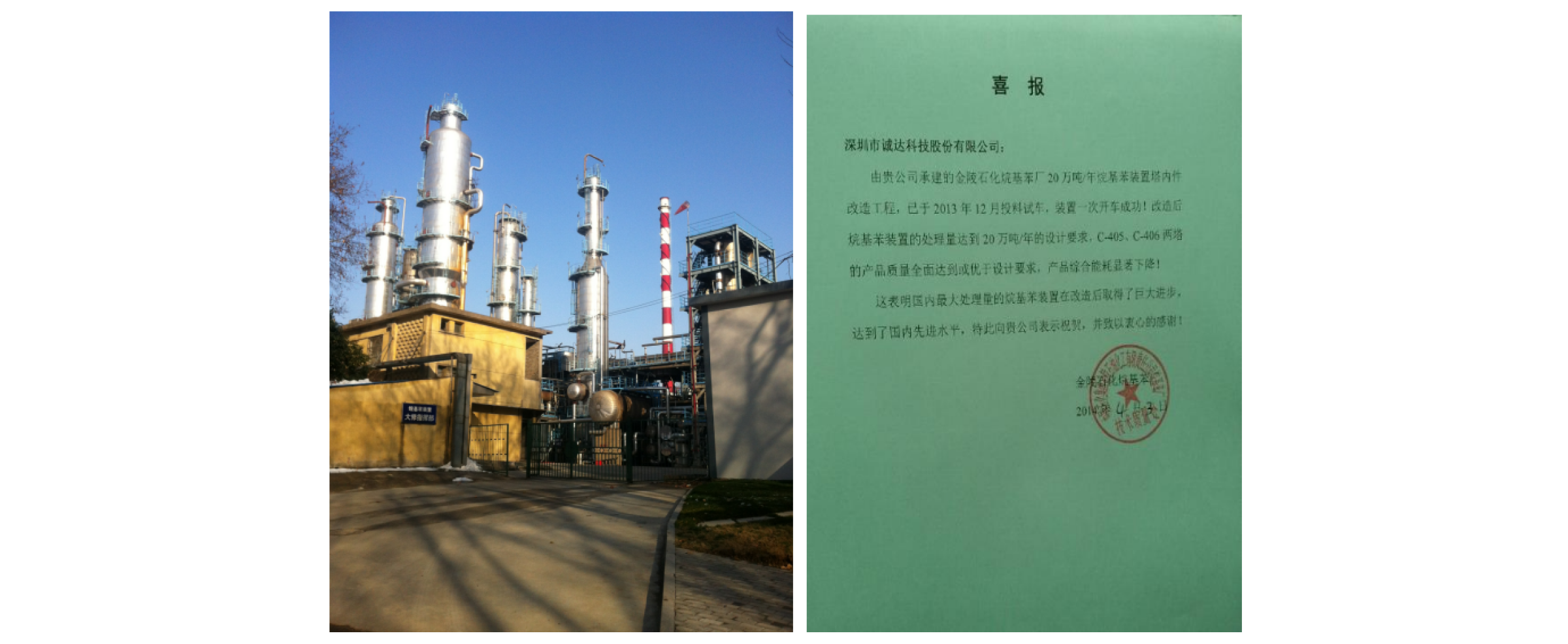
中石化某分公司20万吨/年烷基苯改造
2013年,烷基苯装置扩能改造后无法达到产品质量要求。迫于无奈,将改造前的一台脱烷烃塔串联使用,不仅没有达到产品指标,能耗也大幅高于设计值,需要进行再次改造
对脱烷烃塔和烷基苯再整塔的全塔内件进行更换,采用诚达成套高效填料塔内件技术。
2013年12月投料试车,装置一次开车成功。改造后装置的处理量达到20万吨/年的设计要求,C-405和C-406两塔的产品质量优于设计要求(脱烷烃塔塔顶烷基苯含量≤0.08%,塔底烷烃含量≤0.04%),产品综合能耗显著下降。这表明国内最大处理量的烷基苯装置改造后取得了重大进步,达到国内先进水平!厂家特意向公司发来喜报表示祝贺和感谢。
1999年至今,深圳诚达承接了南京金桐石油化工有限公司10万吨/年烷基苯、江苏金桐石油化工有限公司10万吨/年烷基苯、中石化金陵分公司10万吨/年烷基苯项目、中石油抚顺洗化厂13.6万吨/年烷基苯(2套)、江苏金桐表面活性剂有限公司江北新建10万吨/年烷基苯项目、中石化金陵分公司20万吨/年烷基苯等多套烷基苯新建(扩建)项目,开车效果均优于设计要求,为客户节能增效提交了满意答卷。
项目背景
酸水汽提单元回流系统腐蚀严重,特别是塔顶回流管道、回流泵、回流罐及塔顶的冷凝器存在严重腐蚀现象,腐蚀泄露严重,回流系统的设备更换周期短,影响装置的酸水处理。
塔顶运行参数
序号 | 项目 | 酸水汽提装置 |
| 1 | 废水处理量,t/h | 160-200 |
| 2 | 塔顶温度,℃ | 120-130 |
| 3 | 塔顶压力,MPa | 0.15 |
| 4 | 回流液温度,℃ | 90 |
介质分析数据
项目 | 酸水汽提装置 | 外送水石油类(mg/L) | 未检测 |
来水氨氮(mg/L) | 3900 | 回流液pH值 | 8.6-10 |
来水硫化物(mg/L) | 72 | 回流液铁离子(mg/L) | 总铁39.6 |
来水石油类(mg/L) | 未检测 | 回流液Cl-(mg/L) | 最大11000 |
外送水COD(mg/L) | 无造成COD超标组分 | 不凝气H2S含量(%) | ﹤2 |
外送水氨氮(mg/L) | 5-30 | 不凝气NH4+含量(%) | 总氮50 |
外送水硫化物(mg/L) | 未测出 | 不凝气CO2(%) | 50 |
对比方案
测试地点选在酸水汽提单元回流泵后的回流液管道内,采用定制的 304 不锈钢滤网挂片,经深圳市诚达科技股份有限公司考察人员带回深圳做 CTS 技术处理后寄回。
开车效果
由于酸水汽提单元回流系统的回流液氯离子含量高、流速较快,对滤网挂片的冲刷腐蚀较快。
304 不锈钢滤网挂片:
放置一周后显示肉眼可见的腐蚀;放置 40 天后,滤网腐蚀殆尽,整体的骨架结构也腐蚀殆尽。
CTS 处理后的 304 不锈钢滤网挂片:
放置一周后无任何腐蚀的变化;放置 40 天后,滤网有脆化现象,用手能将滤网掰断,但整体的骨架结构及滤网孔完好;放置 3 个月后的整体框架依然完好。
 |  |  |
304滤网(放置40天后) | 304+CTS滤网(全新) | 304+CTS滤网(放置3个月后) |
苏州某生物工程有限公司1,3-丙二醇项目
项目背景
2013年5月,年产5万吨PTT生物质差别化纤维项目在江苏吴江奠基,该项目以PDO与PTA合成PTT,其中PDO是与清华大学合作开发以可再生资源甘油为原料生产的生物基新材料,而非石化原料,具有显著的环保价值。在资源与环境日益趋紧的形势下,新型纤维材料是行业未来发展的重要方向。国际纺织制造商联合会主席王天凯曾表示,该项目的落地,很好地解决了纤维产品同质化问题,对行业产品结构调整将带来重要影响,将为我国化纤行业发展做出积极贡献。
为保证产品达到高纯度的要求,产品分离工段采用深圳诚达成套技术,侧线采出流程。
2015年,装置第一次开车成功,产出符合聚合要求的原料,该装置是国内第一套实现工业化生产生物质PDO装置,开启一个新时代。
历时10年,深圳诚达与湖南化工院、清华大学合作研究,采用发酵法制取1,3-丙二醇的生产工艺,先后设计黑龙江辰能、湖南海纳百川、苏州苏震一系列多套发酵法生产1,3-丙二醇中试及生产装置,成功实现发酵法生产1,3-丙二醇技术科研成果的工业化转化。从实验室小试到示范工程中试,最后到工业装置的运行,成功实现了该工艺的产业化。

延伸阅读----
国内首套年产1万吨1,3-丙二醇项目实现投料试车
2020年8月19日,国内首套年产1万吨1,3-丙二醇项目正式投料试车,项目采用和清华大学合作最新研发的第二代发酵法制取1,3-丙二醇生产工艺,为国内独家技术。深圳诚达负责全套精馏装置的设计制造。
项目位于山东省济宁市梁山县,经过一年多的设计、采购和土建施工建设,主装置精馏车间于2019年12月封顶,2020年7月完成现场设备、管道、仪表安装工作。8月19日上午11时,经过一系列的现场检查及调试,项目正式成功投料试车。截至19日下午7时,脱水塔塔釜产品的含水量检测结果为0.08%,顺利达到出料标准。
1,3-丙二醇(PDO)是一种重要的化工原料,已成为当前国际上最新开发的热门高分子材料之一,被认为是聚对苯二甲酸乙二醇酯(PET)的升级产品。该装置采用的二代改进技术,进一步提高了PDO的收率和质量,降低了生产成本,突破了制约PDO产业发展的瓶颈,工艺技术达到了国际先进、国内领先水平。项目的建设,将实现PDO在国内的规模化生产,并将PDO价格下降至合理区间,解决50年来阻碍PTT聚合的“卡脖子”材料问题,具有重要的战略意义。

中国石化某分公司-60t/h污水汽提装置-污水汽提塔
项目背景
装置采用单塔汽提侧线抽出工艺(侧线抽氨),集中处理厂内炼油装置及灌区排放的含硫污水。该塔的相关数据见下表。
污水汽提塔数据
| 结构参数 | |||
| 塔径 | 800mm | 1600mm | 1800mm |
| 内件形式 | 填料 | 16层塔板 | 29层塔板 |
| 操作条件 | |||
| 温度 | 40-140℃ | ||
| 压力 | 0.5MPaG | ||
| 介质条件 | |||
| 进料量 | 60t/h | ||
| 原油污水 | H2S,mg/L | NH3,mg/L | HF,ppm |
| 8409 | 17109 | >10 | |
| 塔顶 | 70%(m) | ||
按API581分类,该塔介质条件属第三类重度腐蚀环境。实际生产中该塔腐蚀严重,使用316L阶梯环填料,1年之内腐蚀失效。
解决方案
2000年使用CTS技术生产的阶梯环填料(基材304),材料厚度1.0mm。
开车效果
连续使用4年半后,于2004年检修时开塔检查,未发现腐蚀现象。继续使用至2009年检修时才更换。
检修后继续更换新CTS填料使用至今。

中石油华南某炼化公司酸性水汽提装置
项目背景
A列汽提塔开始出现塔盘结垢堵塞迹象,该塔底压力升高、塔顶压力下降,全塔压降从54KPa上升至65KPa;7月20日,该塔全塔压降进一步上升,只有通过降低加工量来维持生产,为避免因汽提塔加工量下降导致酸性水储罐罐容紧张,对A列汽提塔进行停工抢修,计划停工检修时间为5天。
装置采用单塔侧线汽提流程,汽提后净化水中含H2S 不大于10ppmwt,NH3 不大于50ppmwt。
解决方案
2017年,对全塔67层316L塔板进行CTS处理,提高塔板的抗腐蚀和抗垢性能。
开车效果
2022年检修,开塔查看后发现塔板未见明显腐蚀,未见明显的结垢,操作良好。
为了保证全厂酸性水处理的需求,本次检修对该塔进行扩能改造,更换为立体传质塔板。为了保证装置的安稳长满优运行,继续对全塔塔板进行CTS处理。

2017-2022年一周期后316L+CTS塔板状况 2022年新处理立体传质塔板
江苏某电厂50万吨/年的CCUS示范项目
国家能源集团江苏某电厂50万吨/年的CCUS示范项目是2021年科技项目,本项目建设规模为50万吨/年的CO2捕集系统,装置连续年操作时间8000小时。捕集的50万吨二氧化碳,通过压缩、干燥、液化供给驱油及食品级销售,其中驱油二氧化碳40万吨/年,食品级二氧化碳10万吨/年。另有驱油二氧化碳储罐出口预留接口,供给泰兴化工园区企业用于二氧化碳加氢制甲醇(预计制甲醇规模为10万吨/年)。实现捕集二氧化碳消纳利用率达到100%。
成套方案
深圳市诚达科技股份有限公司作为项目二氧化碳捕集工段塔内件的设计制造方,采用成套高效CO2吸收再生技术,保障装置的效率高,压降低,操作弹性大等需求。

开车结果
各项指标达到设计要求。

中海石油某分公司-加氢装置-泵机械密封冲洗液冷却器(循环水氯离子腐蚀)
循环冷却水供水总管尺寸偏小,循环冷却水流量低、流速慢,容易产生水垢。水垢导致冷却器换热效果降低,使富含氯离子的冲洗液温度升高,冲洗液温度近100℃,从而导致腐蚀。316L换热器使用寿命约0.5年。
解决方案
更换新的换热器,并对换热管外壁及封头进行CTS处理。

316L+CTS换热器2019年开始投入使用,截至2023年9月,使用超过3年,未发生腐蚀问题,正常运行。



